扫一扫,直接在手机上打开
推荐微信、QQ扫一扫等扫码工具

1.概述
本公司是工程机械四轮一带的专业生产商,销轴是四轮一带的重要部件,不仅需要承受一定的负荷,还需要表面一定的耐磨性。本文以171节距的销轴(见图1)为例,直径为33.4mm,长度为183mm,材质为45B。技术图样要求热处理工艺可采用两种方式:①整体调质,然后表面进行高频感应热处理。②中频感应加热后喷淋淬火,表面和心部进行差异化硬度处理。从成本控制和生产效率的角度来看,第二种热处理方法已经成为市场的主流选择。详细的技术要求如下:淬火层7~15mm(临界硬度45HRC)、表面硬度52~60HRC、心硬度252~397HBS。本公司的销售轴热处理均采用中频感应加热喷淋淬火技术,淬火机床分为两种,分别采用正确的冷却和正确的温度控制,达到销售轴内外硬度差异化的目的。
2.正确控制冷中频感应热处理
该设备主要由自动供给机构、中频感应线圈构成的2.8m长的加热炉膛和3个淬火冷却站构成,炉膛和冷却站之间用移动伺服电机和伺服推杆连接。销轴首先由自动送料机构送料,然后进入加热炉膛加热,加热后转移送料伺服机构将加热的销轴依次送到三个淬火站,然后将相应站的伺服推杆推入压辊进行喷水淬火,淬火的目的是防止弯曲变形。该设备采用步进式生产方式,销轴在炉膛内整体加热至完全奥氏体温,然后进入压淬火站进行喷雾冷却,通过正确控制喷雾量和喷雾时间达到内外差异化硬化的目的。淬火完成的工件立即装入台炉进行低温回火。
主要热处理工艺参数如表1所示。该技术采用较低的电源频率提高涡流渗透深度,在炉膛保温一段时间,将整个工件加热到Ac3以上,控制喷液冷却。该技术的优点:①采用三个站点冷却,生产效率高。②过程控制比较稳定。缺点:①该冷却方式不能保证轴整体各部分同时均匀冷却,变形过大,必须通过压淬保证直线度。②增加3个淬火站和送料装置,设备结构复杂,设备故障率高,维护费用高。
3.正确的温度控制中频感应热处理
该设备主要由自动送料机构、两个反向旋转的传输辊和在线感应回炉组成。传输辊内从前到后依次布置预热感应器、加热感应器和环形喷水器。预热传感器和加热传感器通用的是8mm×12mm的矩形铜管制成的内径为43mm的两圈线圈。工件由自动上料装置进行上料,传送链将工件送入传输辊,工件在传输辊内依次经过预热感应器和加热感应器完成加热,然后直接经过环形喷水器进行喷液冷却,最后经由在线回火炉完成回火。该设备采用边加热边冷却的生产方式,连续生产,与步进生产不同,需要连续喷水冷却,喷水时间不能随时启动停止,工件直径小,仅调节喷水量就难以控制工件内外的冷却速度,只能通过控制加热来保证内外的差异化硬化处理。
主要热处理工艺参数如表2所示。该技术的预热采用较低的电源频率提高涡流的渗透深度,加热采用稍高于预热的频率使工件表面迅速达到奥氏体温,心部仍在Ac1~Ac3区间内,通过环形喷水器的喷水冷却。此工艺优点:①设备结构较为简单,维护保养成本低。②由于工件心部不需加热至完全奥氏体化,淬火后直接使用在线回火,能有效地降低能耗,节能减排效果较为突出。③采用环形喷水机,工件径向冷却均匀,热变形小,直线度好,无需压淬。缺点是加热时间必须正确控制,Ac1~Ac3温度区间狭窄,稍有不慎就会完全体化奥氏体。
4.检查分析
(1)硬度和淬火层的结果如表3所示。(2)金相组织如图2~图5所示通过检验发现,两种工艺的硬度都符合技术要求,近表面淬匀的淬硬层,调整了顶尖的摆差;另外恢复了电源在连杆颈上、下止点的功率分配功能,也解决了连杆颈上止点处斜油孔出现淬火裂纹的问题。(3)通过疲劳试验得知.经过圆角强化的曲轴,相对圆角不强化的曲轴,疲劳强度大幅提高,其提高程度与圆角处的淬硬层深度和表面质量密切相关。根据生存率为99.9%的扭矩疲劳极限M-1,是圆角不淬火的2.1倍,延长曲轴和柴油机的寿命,防止曲轴断裂,发挥决定性的作用。

KMEW外墙板 松下外墙板 光触媒自洁外墙板 日本进口外墙板

RC-5阀门电动执行器,电动执行器
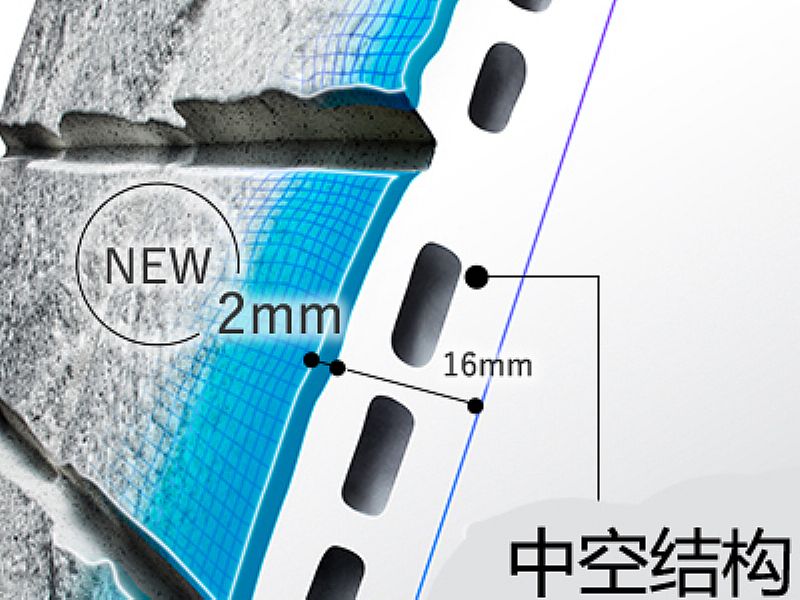
16mm中空纤维水泥外墙板

日吉华水泥纤维板 中铁装配装饰板 品牌增强型装饰性板 水泥纤维外墙挂板

日本一户建水泥纤维干挂板 自洁墙板装饰纤维水泥墙板 水泥外墙干挂板

自洁水泥纤维干挂板 一户建墙板装饰板 纤维水泥墙板 水泥外墙干挂板

美岩水泥板 木饰面木纹冰火板防火板洁净板护墙板

木丝水泥板 纤维水泥板 高强度水泥板 进口板
美岩水泥板 手工夯土板 背景墙 商场装修用板 提供质检报告

昌吉自治州塑料编织袋,白色覆膜编织袋,包装袋生产厂家可定做

昌吉自治州蛇皮袋,灰色编织袋,绿色编织袋包装袋,生产厂家可定做

昌吉自治州透明编织袋,亮白半透编织袋,生产厂家可定做

昌吉自治州牛皮纸袋,纸塑袋,PP复合包装袋,生产厂家可定做

昌吉自治州彩印编织袋,珠光膜编织包装袋,生产厂家可定做

昌吉自治州灌装口编织袋,方底阀口编织包装袋,生产厂家可定做

和田地区塑料编织袋,白色覆膜编织袋,包装袋生产厂家可定做