ɨһɨ��ֱ�����ֻ��ϴ�
�Ƽ��š�QQɨһɨ��ɨ�빤��

����һ�����I���ֽ�(u)��ii���ֽ�(u)��ii���ֽ�(u)��ii���ֽ�(u)���ֽ����ֱ��Ϊ32.(1)ʩ������
1���ֽ�����
�ֽ�ӹ�����ʱ�����ֽ�ӹ��������ͼ�������ϱ��Ƿ��д������©�������ֽ��Ƿ���ϲ��ϱ�����Ҫ���������μ�飬�����ϱ�����ʵ�����ϸ����������
ʩ������Ҫ�����ֽ�ʱ�����������������ͼ�������ϵ����ܣ��ϸ��������иֽ��������ƹ淶�ĸ��ֹ涨�����ø��������ǿ�ȸֽ����Ҫ��λ�ĸֽ�����������ü�����Ƶ�λͬ�⣬��������֪ͨʱ���ɴ�����
��1���ֽ����Ӧ�ྻ��ճ�ŵ����ۡ�����������ʹ��ǰ���������ɾ����ɽ���������ճ��⡣
(2)�ֽ��ֱ�����û�е���˹���ֱ��������ĸֽ�þֲ�����������������С�����Ρ�������˺۲���ʹ�ֽ�������5%��
(3)�ֽ��жϸ��ݸֽ��š�ֱ�������Ⱥ�������������ϣ����жϳ��Ⱥ��ж϶̶ȣ��������ٺ����̸ֽ�̶ȣ���Լ�ֲġ�
(4)�ֽ�������������:
�ٸֽ�����������ʽ�����֣��ֱ��ǰ�Բ��������ֱ��������б���������ֽ���������������Ƥ��������Ƥ�쳤�����߳��Ȳ��䣬�������γ�Բ����������ߴ粻���ڲ��ϳߴ磬Ӧ������������ֵ��
�ֽ�����ֱ��Ϊ2.5d��ƽֱ����Ϊ3d.�ֽ����������ӳ��ȵ����ۼ���ֵ:��Բ������Ϊ6.25d��ֱ������Ϊ3.5d��б������Ϊ4.9d.
�������ֽ�в�����������ֱ��d�Ǹֽ�ֱ����5�����ϡ�
�۹�������ĩ��Ӧ���乳���乳��ʽӦ�������Ҫ�����������Ϊ�乳���ӳ��Ⱥ���������ֵ����֮���ͣ����ݹ���������ߴ���ڰ��ߴ������
�ֽܸ����ϳ���Ӧ���ݹ����ߴ硢�������������ȣ��ֽ���������ֵ���乳���ӳ��ȵȹ涨�ۺϿ��ǡ�
a.ֱ�ֽ����ϳ���=�������ȡ���������+�乳���ӳ���
b.����ֽ����ϳ���=ֱ�γ���+б�䳤�ȣ���������ֵ+�乳���ӳ���
c.�������ϳ��ȣ��������ܳ����������ֵ���乳���ӳ���
2���ֽ�����밲װ��
�ֽ����ǰ��������Ϥͼֽ��������ϱ���ͼֽ������Ƿ��г��룬��ϸ����Ʒ�ߴ硢��ͷ�Ƿ������ϱ�������˶�����ɽ��а�����
����20#��ֱ��12���ϸֽ22#��ֱ��10���¸ֽ
(1)ǽ
��ǽ�ĸֽ�������ͬһ�������ϡ��ֽ���90��������ʱ��������Ӧ����������ڡ�
�ڲ���˫��ֽ���ʱ����˫��ֽ�֮������֧����(��)�̶��ֽ�ļ����
�۰�ǽ��ʱ������Ӧ���ƴ�ֱ�ȣ��ϸ���������ࡣ����ǽ�������������ˮƽ��Ҫ�������ŵĶ�Ҫ��÷������
��Ϊ�˱�֤�ֽ�λ�õ���ȷ�ԣ��ڴ�ֱ�����ֽ���ⲿ����ˮƽ�ֽ����봹ֱ�ֽ�㺸���̶�ǽ�ڡ������λ�ã��㺸�̶�ʱ�ô���У����
����ǽ�������Ͻ����������ж���Ԥ�������ܾ�ӦԤ�������ӽ����ʩ��ͼ��ǽ������Ԥ���ֽ������ӵ����ߣ�Ӧ����ͨ·����λ�á����������������װʩ��ͼ�����ӹ���Ӧѡ�ɺϸ�ĺ������У��������˽ṹ�ֽˮ�簲װ��Ԥ������������ϣ����ܴ����©��
��2�������
�����������ֽ����˫���������ʱ�����Ÿֽ�֮��Ӧ����ֱ��15mm�Ķ̸ֽ������ֽ�ֱ������25mmʱ���̸ֽ�ֱ�����������ֽ���ͬ���
�ڹ���Ľ�ͷӦ�������ã�������������������������������ͷ���£���������������ͬ�����������Ǻ���Ҫ���������ŵĿ�����÷��������
�۰�ĸֽ��������������ͬ��˫���ĸֽ������������Ӧע����ϲ��ĸ��ֽ�(���)���ر���������ܡ���̨�����۰壬�ϸ���Ƹ��ֽ��λ�ú߶ȡ�
�ܰ塢�������������棬��ĸֽ������棬�����ĸֽ����в㣬�����ĸֽ������棬�����������ʱ�������ĸֽ������档
�ݵذ�ֽ��������㣬��ӹ���(��)�ڼӹ�������ʱ�����ͼֽû���ر���ȷ���أ��ɰ����¹涨�����ֽ��߿�֧���Կ��1/10LΪ������㡣����м��Ⱥ�������ȿ�����֧�������ߵ�1/6LΪ������㡣(L-����м���)��
������ڵ�ֽ�IJ���dz��ܼ�ʱ����ע������������֮��ľ����Ϊ30mm�������ڻ���������Ҫ��
�߸ֽ�������ͷӦ�������¹涨:
1)�ص����ȵ�ĩ����ֽ�����������С�ڸֽ�ֱ����10������ͷ����λ�ڲ����������������
2)�����������ڣ�I���ֽ���ͷ��ĩ�˱���������i���ֽ��������
3)�ֽ��ص��������������ĺ������ι̡�
4)����ֽ���ͷ���ص�����Ӧ���Ͻṹ���Ҫ��
5)�����ֽ������������ĺ��Ӧ���Ͻṹ���Ҫ��
6��������ǰ���Ȱ����ͼҪ���൯�ߣ����߰���������������
7��Ϊ�˱�֤�ֽ�λ�õ���ȷ���������Ҫ�����øֽ������ݺ��600����֧�š�3���ֽ�ӳ���
�������Ҫ������ֱ����18�ĸֽ����Ȳ��û�е�ӳ�����Ͳ��ѹ���Ӽ���������ֽ�ӳ���ˮƽ����öԺ���绡������������Ȳ��õ���ѹ���������ڦ�25����ֽ������Ͳ��ѹ���ӡ�
��1���Ժ�����Ҫ��
�ֽ�Ŀɺ��ԽϺã����Ӳ�������Ӧ�ԽϿ���ֻҪ��֤��������������ʱ��������Ӱ�����ͽ�С����ˣ������Ĺؼ������պ��ʵĶ��͡�
����Ԥ�����⺸��ʱ�������Ҫ����һ�����⣬������Ϊ����Ԥ�ȳ�֣�Ƶ�ʸߵĶ������⣬�̡��ȶ���ǿ�Ķ����̣�Ѹ��������
(2)����:
�ֽ����Ϊ�������ص������º����۲����ֽ�ͷ��ʽ��
�ٸ�������:��������������I��ii���ֽ�����ӣ���������������������ͬ����ֱ����ͬ�ĸֽ
���ص�����:�ص�����ֻ������I��ii��iii���ֽ�ĺ��ӣ�������Ҫ�㲻��Ҫע��ֽ��ص���λ��Ԥ�����Ͱ�װ����Ҫȷ�����ֽ����ߵ��ص������ŵ��븨�����Ӽ���������ͬ��һ�㵥���ص�����Ϊ10d��˫�溸��Ϊ5d.
�۸ֽ��¿ں��ӷ��¿�ƽ���Ӻ��¿������ӡ�
(3)��ֱ�ֽ�¯��ѹ������:
¯��ѹ���������õ���ͨ��¯���ز����ĵ������ܽ�ֽ�ˣ�ʩ��ѹ�����Ӹֽ
¯��ѹ�����ӹ���:
���Ӹֽװ��������˿��װ������ʯ������װ�����С����뺸����ͨ��Դ��¯��������ѹ40~50V��¯��������ѹ20~25V��¯�������γ�¯���ء�¯�����ոֽ�����ܻ����жϵ�Դ��ѹ�ֽ���ɺ��ӡ���ж����
�ٺ��Ӹֽ�ʱ���ú��Ӽо߷ֱ�н������ӵĸֽ��װ���¸ֽ�ʱ�������߱���һ�¡�
�ڷ�����������:̧��ֽ��Ԥ�����õ�������������¸ֽ�Ӷ�����м�λ�ã��������¸ֽ���ᰴѹ����ʹ�Ӵ����á��Ÿֽ�ʱ��Ҫ��ֹ��˿��ѹ����Ρ�
�۰�װ���Ӻ�:�ڰ�װ���Ӻеײ���λ�ò���ʯ��������װ���ӺУ��ں��Ӻ��ϰ�װ���Ӽ���
��װ������ʱ������Ӧλ�ں����е��в���ʯ��������Ӧ���ܣ���ֹ����й©��
�ܴ�Դ����������¯��:���¿�ͷ����Դ���ڴ�Դ��ͬʱ������߸ֽ��ȼ�绡��ͬʱ����¯���ӳٶ���¯����ͨ��ʱ�䡣
¯�����̵Ĺ�����ѹ������40~50V֮�䣬¯��ͨ��ʱ��Լռ���ӹ��������ͨ��ʱ���3/4.
��¯������:����¯�����̽���������ת��¯�����̣�ͬʱ����¯���ӳٶ���������¯��ͨ��ʱ�䣬�����ϸֽ���ϸֽ�Ķ˲�����¯���أ������ֱֽ��¯�����̽�����
���������̡�������ѹ������20~25V֮�䣬����ͨ��ʱ��Լռ�������ӹ�������ͨ��ʱ���1/4.
��ѹ�ֽ��ɺ��ӣ����������̡���ʱ��ɣ��������̽��������жϵ�Դ��ͬʱѸ�ٶ�ѹ�ֽ�γɺ��ӽ�ͷ��
��ж����������������С�ʯ�������оߡ�
ж������ʱ��Ӧ���϶����ڼ����·������յĺ���Ӧ��ȥ����������ܳ��ĺ���Ӧ�桢��������ظ�ʹ�á�
��ֽ����ɺ�Ӧ��ʱ���к��ӽ�ͷ��ۼ�飬��ۼ�鲻�ϸ�Ľ�ͷ��Ӧ�г��غ���
2)������
1����֤��Ŀ:
(1)�ֽ���ʡ����ͺ�������Ӧ���ϸֽ�����ʩ���淶���в��ʺͲ�Ʒ�ϸ�֤����������ܼ��飬���ڸֲ�Ӧ���ӻ�ѧ���ܼ��飬����ϸ���ʹ�á�
(2)�ֽ�Ĺ����״���ߴ硢��������ࡢê�̳��ȡ���ͷλ�á��������ȱ���������Ҫ���ʩ���淶�Ĺ涨��
(3)���ӹ����������Ӧ�ȼ��ĺ��ӹ�֤�����ϰ������
(4)����ǰʹ����ͬ�IJ��ϡ����������Ͳ������������������Լ��������������ڸ���ֽ������ǿ��ʱ��������ʽ���ӣ���ʱ���ôӳ�Ʒ��ȡ���Լ���
2��������Ŀ
(1)�ֽ�Ǽܰ�ܡ�����ȱ������ȱ�����̲��ó���������ݵ�10%�����ü��С�
(2)�ֽ�ķ�����ȷ��������ͷ����ʩ���淶�Ĺ涨���ص����Ȳ�С�ڹ涨ֵ��
(3)���к��ӽ�ͷ���������ۼ�顣���ӱ���⻬��������ҧ�ˡ����ݡ��������������Һ����ף��Ͻ����ơ�
3����е�������顢��鷽��:
������(����ֱ����ͬ)������ÿ100��Ϊһ�飬ÿ��ȡ6�����飬3��Ϊ�������飬3��Ϊ�������顣
�����Լ�������ǿ��ֵ���õ��ڸü��ֽ������ǿ�ȡ�
��������(�����������ͷ���������)����ʱ����ͷλ�����������ģ����������涨�ǶȽ��У���ͷλ�ú���Ӱ�����������ѷ���Ȳ��ó���0.15mm��
4�������:
�ù���Ҫ���18����(������18)�������ֽ�ͻ������ֽ��Ի�е���ӷ�ʽ���ӸֽΪ��֤�����������ҹ�˾����������Ͳ�ֽѹ���ӽ��Ц�18���ϸֽ�����ӡ����¼�����ͨ���ֽ��ͷ���Ƶ���Ͳ��ѹ�γɵĽ�ͷ��
��1����ӹ��ҽ��貿�䷢�ġ����߸ֽ���Ͳ��ѹ���Ӽ�����̡�����ʩ����
(2)ʩ����ҵ:
A����ҵ��Ա�����֤�¸ڡ�
B����ѹ��ҵʱ���õij�ѹ������ѹģ�����ȡ���ѹֱ�����ѹ����Ͳ������䶯��Χ�ͳ�ѹ����Ӧ����ģ�ͼ��ȷ���ļ�������Ҫ��
c����ѹǰӦ����������:
a.�ֽ��ͷ����Ƥ����ɰ�����������Ӧ��ɨ�ɾ���
b.����Ͳ������۳ߴ��顣
c.�Ըֽ����Ͳ�������ƣ���ֽ������㡢���������߳ߴ����Ӧ���Ƚ�������ɰ��ĥ�⣬ֱ����ͬ�ĸֽ���Ͳ��������á�
d.�ֽ����Ӷ�Ӧ�������ԵĶ�λ��ǣ�ȷ����ѹ�ͼ�ѹ��λ��Ǽ��ֽ�������Ͳ�ڵij��ȡ�
e.��鼷���豸��״�����������飬����Ҫ�����ҵ��
D����������Ӧ��������Ҫ��:
a.�ñ�Ǽ��ֽ������Ͳ�ڵ���ȣ��ֽ��ͷ����Ͳ�����е㲻�ó���10mm.
b.����ʱ���������ֽ�����Ӧ��ֱ��
c.��ѹӦ����Ͳ���뿪ʼ����˳�������˼�ѹ��
d.���ȼ�ѹһ����Ͳ����ʩ����ҵ������ֽ���ټ�ѹ��һ����Ͳ��
E���ֽ����ӹ��̿�ʼǰ��ʩ���У�Ӧ�Ը��볡�ֽ���м�ѹ���ӹ��ռ�飬��ҵ���Ӧ��������Ҫ��:
a.�����ֽ��ͷ�Լ���������3����
b.��ͷ�Լ��ĸֽ�ĸ��Ӧ��������ǿ�����顣
c.������ͷ���ֳ���鰴��������У���ͬһʩ�������²���ͬ�ȼ���ͬ�ͺš�ͬ����ͷ����500��Ϊһ����������м��ͼ�飬����500��Ҳ���м������
��

KMEW��ǽ�� ������ǽ�� �ⴥý�Խ���ǽ�� �ձ�������ǽ��

RC-5���ŵ綯ִ�������綯ִ����
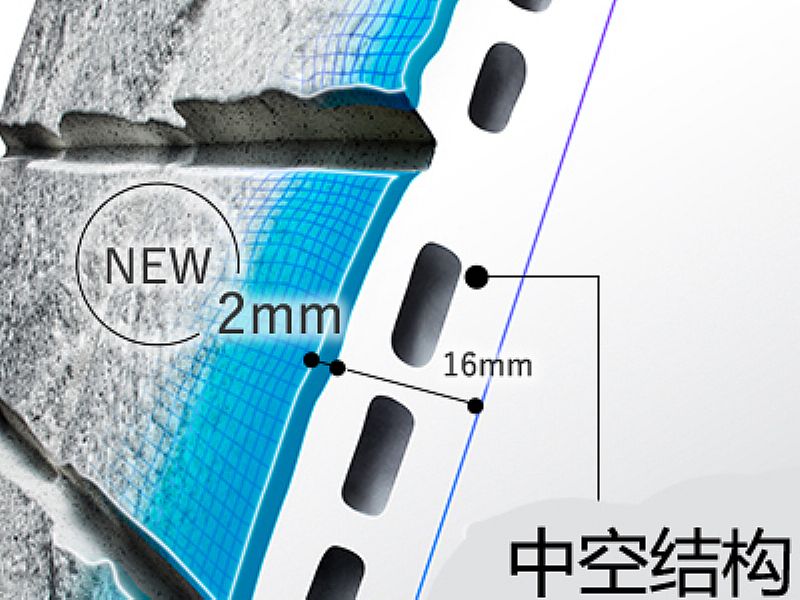
16mm�п���άˮ����ǽ��

�ռ���ˮ����ά�� ����װ��װ�ΰ� Ʒ����ǿ��װ���� ˮ����ά��ǽ�Ұ�

�ձ�һ����ˮ����ά�ɹҰ� �Խ�ǽ��װ����άˮ��ǽ�� ˮ����ǽ�ɹҰ�

�Խ�ˮ����ά�ɹҰ� һ����ǽ��װ�ΰ� ��άˮ��ǽ�� ˮ����ǽ�ɹҰ�

����ˮ��� ľ����ľ�Ʊ��������ྻ�廤ǽ��

ľ˿ˮ��� ��άˮ��� ��ǿ��ˮ��� ���ڰ�
����ˮ��� �ֹ������� ����ǽ �̳�װ���ð� �ṩ�ʼ챨��

�������������ϱ�֯��,��ɫ��Ĥ��֯��,��װ���������ҿɶ���

������������Ƥ��,��ɫ��֯��,��ɫ��֯����װ��,�������ҿɶ���

��������������֯��,���װ���֯��,�������ҿɶ���

����������ţƤֽ��,ֽ�ܴ�,PP���ϰ�װ��,�������ҿɶ���

���������ݲ�ӡ��֯��,���Ĥ��֯��װ��,�������ҿɶ���

���������ݹ�װ�ڱ�֯��,�����ڱ�֯��װ��,�������ҿɶ���

����������ϱ�֯��,��ɫ��Ĥ��֯��,��װ���������ҿɶ���